
Page 20 - TINKER CAD&3D PRINTING
P. 20
통해 핫 앤드 노즐에서 녹여서 자동으로 압출하여 한 층씩 적층하며 반복적으
로 쌓아올리는 방식이다.
압출기 노즐에서 나온 재료는 적층하는 순간 냉각팬에 의해 경화시키는데 한
층이 완료되면 모델 조형판(베드 또는 빌드 플랫폼)은 설정 값에 따라 한 층
의 두께(레이어)만큼(0.1~0.3mm 정도) Z축이 하강하고 다시 프린터 헤드는
X, Y축으로 정해진 경로에 따라 이동해가며 한 층을 쌓아가는 방식으로 이 과
정을 반복해가며 쌓아 올려 출력물을 완성한다. 소재가 되는 열가소성 플라
스틱 필라멘트는 주로 PLA나 ABS, TPU 계열의 재료로 만들어지며 보통 직경
1.75mm 정도의 얇은 와이어 형태이다. 이 필라멘트들은 색상이 다양하고 소
재 재료도 다양하다.
앞서 설명한바와 같이 3D프린팅에 사용되는 소재의 종류는 굉장히 다양하지
만, 3D프린터마다 사용할 수 있는 소재의 종류가 각각 다르기 때문에, 전용
소재가 있는 장비의 경우에는 전용 소재를 사용하고, 전용 소재가 없는 장비
의 경우 사용 가능한 소재를 확인하여 적합한 소재를 확인해 사용한다.
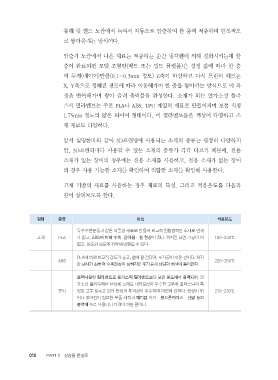
고체 기반의 재료를 사용하는 경우 재료의 특성, 그리고 적용온도를 다음과
같이 살펴보도록 한다.
형태 종류 특성 적용온도
옥수수전분등과 같은 식물성 재료로 만들어 비교적 친환경적인 소재로 냄새
고체 PLA 가 없고, ABS에 비해 수축·갈라짐· 휨 현상이 적다. 하지만 표면 가공이 어 180~230℃
렵고, 온도와 습도에 취약해 변형될 수 있다.
PLA에 비해 비교적 강도가 높고, 열에 잘 견디며, 후가공이 쉬운 편이다. 하지
ABS 220~250℃
만 냄새가 심하며 수축현상이 심하지만 후가공시 샌딩과 채색이 용이한다.
플렉시블한 필라멘트로 플라스틱 필라멘트보다 낮은 온도에서 출력되며, 열
가소성 폴리우레탄 탄성체 소재로 내마모성이 우수한 고무와 플라스틱의 특
TPU 징을 고루 갖추고 있어 탄성과 투과성이 우수하며 마모에 강하다. 탄성이 뛰 210~230℃
어나 휘어짐이 필요한 부품 제작과 메디컬 기기· 핸드폰케이스· 신발 등의
출력에 주로 사용되나 가격이 비싼 편이다.
010 PART 1? 상상을 현실로